
Direct injection is the process of introducing a molten material, commonly TPR, PVC or PU, into the cavity of a mold to achieve the desired shape. This process can be used for the production of outsoles, decorative details or to join an outsole to upper directly. The latter is known as DIP or Direct Injection Process. The investment to set up a DIP line is high due to the cost of molds which are big in size but also needs to be very precise. The benefit of DIP is the high production efficiency and low material wastage during production.
Process
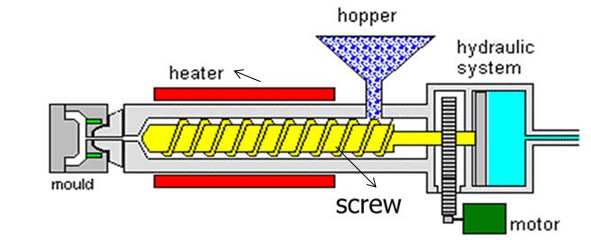
A molten material, normally a polymer, is forced into the cavity of a mold. This is managed because of the high speed and pressure making the material react and solidify directly in the mold. Normally, but depending on the material, a high mixing speed of the injection material results in a better grain structure and better physical properties. Normally the screw, controlling the mixing speed, in the injection process rotates at around 18000 rpm. When the material solidifies in the mold it takes the desired shape and is removed from the mold.
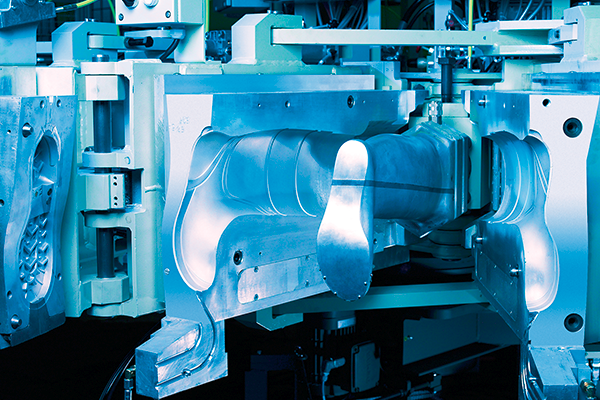
In the footwear industry, focusing on assembled shoes, it´s commonly used in a “direct moulding on” process. With this, finished shoe uppers are firstly prepared by dressing a last mold. Surrounding this last mold another two-piece mold with a cavity for the outsole is encapsulating the full upper. This two-piece mold includes an injection point where the molten material creating the outsole will be pushed through. When the material cools down it attaches to the upper creating a strong bond.
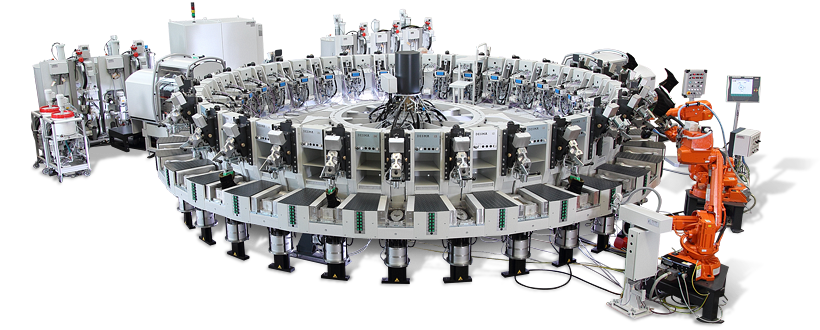
The set up is commonly with one or multiple injection machines positioned around an 8, 12 or 16 arm mold carouselle. The injection process is automated but the molds need to be dressed with uppers and when an injection is done the finished shoe needs to be removed.
One challenge with the injection process is to secure a tight “nip line”, the rim where the outsole ends and the upper starts. This presents itself with material bleeding or “over-injection” from the outsole onto the upper. Normally the tolerance of the molds is +-0,25 mm, If the material is exceeding this then the risk of an unstable nip line is increasing.
Compared with other processes the initial investment in machinery and molds is comparatively investment intensive making the process suitable for bigger quantity projects or when specific precision is required. One mold and last costs around 800-900$USD for a sneaker production. A bigger mold, as used in the case of rubber boots, is more expensive.
Multi Section Injection
The recent development of the direct injection process has handled the needs of different performance of outsole depending on location. Instead of only injecting one material into the mold two materials with different properties are mixed in the extrusion. This creates an outsole fully adjusted to the purpose of the shoe in a highly automated process.

Outsoles by Injection
The process for making outsoles with direct injection is similar where a two, or more, piece mold is used with a cavity for the outsole design. The injected material is introduced into the mold creating the outsole. These outsoles is later used in a vulcanized or cementing assembly process.
History
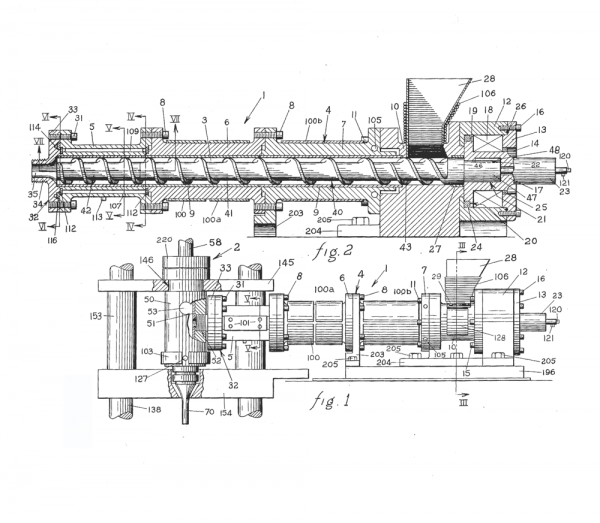
1872 the first injection moulding machine was patented by John Weasly Hyatt and his brother Isaiah. This was not relevant for footwear but used a plunger to push polymer material into a two-part mold, mainly for buttons, combs and button stays.
The development of more advanced injection machinery were taking place as a reaction to new possibilities with increasingly refined polymers being developed.
In 1946 James Watson Hendry developed the Screw injection machine which allowed for more precision and speed. In 1970 he struck again improving on his own invention to now be gas-assisted with the benefit of supporting more complex structures where hollow designs could cool down more quickly. Apart from being quicker, it was also more material-efficient.
Shortly after, 1972, the process was improved further to also allow for automatic part removal. During this time the injection machines ran by hydraulic engines which required pressure built up by constantly running oil pumps.
Currently majority of the direct injection machines are run by electricity with the big benefit that no power is consumed when the machine is not running. Digital sensors and technology have also enabled a machine operator to detect and inspect the result of an injection without opening the molds, further increasing the consistency in the production process.

Comments